













- Dostępność: Na magazynie
- Kod produktu: 827588000000923688
- Waga Brutto: 0.90кг
- SKU: [S]5.11.01070A01

Więcej produktów tej marki




Polipropylen P-filament 721 do drukarki 3D Raise3D
Polipropylen do drukarki 3D P-filament 721 firmy PPrint jest wyselekcjonowany i certyfikowany przez specjalistów Raise3D do druku 3D na drukarkach Raise3D.
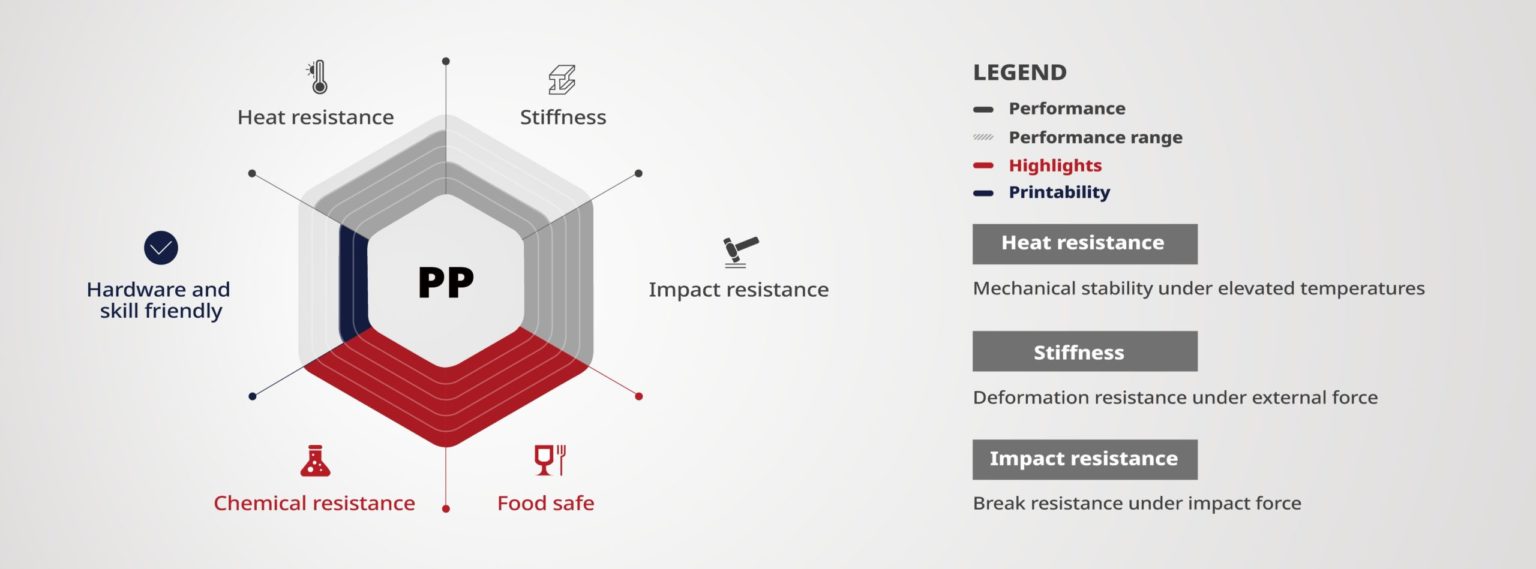
PP (polipropylen) to termoplastyczny filament do druku 3D, który jest szeroko stosowany w życiu codziennym, ponieważ jest elastyczny, mocny, odporny na rozdarcie i zmęczenie. Ze względu na małą gęstość PP doskonale nadaje się do lekkich konstrukcji. Części drukowane z PP są dobre do skręcania, zginania lub zgniatania. Jest to nić funkcjonalna o szerokim zastosowaniu, ponieważ polipropylen jest powszechnie uznawany za bezpieczny materiał do produkcji artykułów spożywczych, chemicznych oraz zastosowań medycznych, w tym ortopedycznych. Ze względu na swoją lekkość i niskie tarcie.
P-filament 721 na bazie polipropylenu dobrze drukuje, zapewniając doskonałą wydajność drukarki 3D przy niskim zniekształceniu i skurczu w połączeniu z wyjątkowo wysoką przyczepnością warstw. Części drukowane P-filament 721 są bardzo odporne na rozdzieranie, mają doskonałe właściwości mechaniczne, doskonałą odporność chemiczną i stabilność temperaturową, niski opór tarcia. Można realizować różnorodne zastosowania, od komponentów technicznych, przez pojedyncze przedmioty dekoracyjne i artystyczne, po zabawki. Bezpieczeństwo żywności użytego surowca PP otwiera dodatkowe możliwości.
Charakterystyka polipropylenu PP firmy PPrint
- Doskonała trwałość i wytrzymałość
- Odporność chemiczna
- Zywnosc bezpieczna
- Światło
- Półelastyczny i odporny na rozdarcia
Zastosowanie PPrint P-filament 721
|
|

Zalecane parametry druku z P-filament 721
| Temperatura dyszy 210 - 230 °C |
| Temperatura łóżka 25 - 80 °C |
| Wysokość warstwy 0,15 - 0,25 mm |
| Szybkość druku 35 - 70 vv/s |
| Wentylator chłodzący Włączony |



Cechy druku polipropylenowym P-filament 721:
- Zaleca się suszenie materiału w PrintDry w temperaturze 60 - 70 °C przez 24 godziny przed drukowaniem 3D, aby uzyskać lepszą przyczepność warstwy i zminimalizować zniekształcenia.
- Rozgrzej: Podgrzej stół do 90 °C przez 15-20 minut przed drukowaniem.
- Zaleca się drukować w zamkniętej komorze, podgrzewając komorę do temperatury 65 - 80 °C.
- Aby nałożyć pierwszą warstwę, użyj specjalnej powierzchni do drukowania BuildTak lub P-surface 141 lub kleju Magigoo PP.
- Aby uzyskać lepszą przyczepność do łóżka, zdecydowanie zaleca się użycie krawędzi lub tratwy.
- Unikaj gęstego i prostokątnego wypełnienia, aby zapobiec zniekształceniu spowodowanemu krystalizacją PP.










































-250x250.jpg "Drukarka 3D Raise3D Pro2")

-250x250.jpg "Drukarka 3D Raise3D Pro2 Plus")



































